ליבלינג בויגן פּראָדוקציע שורה
1. יקערדיק פּלאַן דאַטן

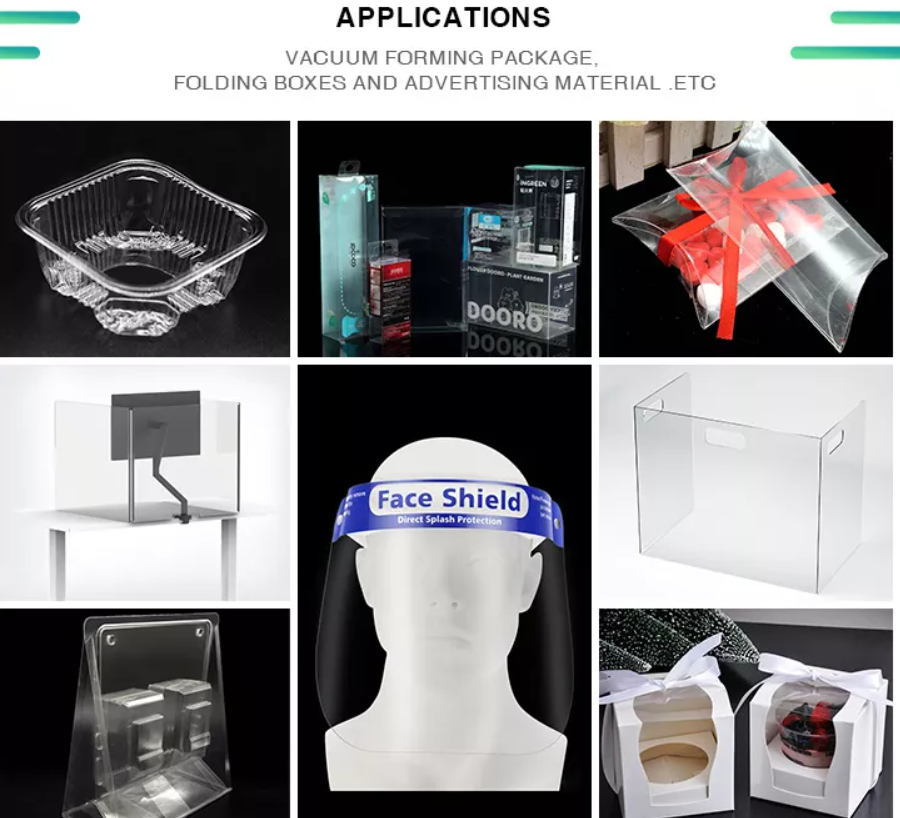
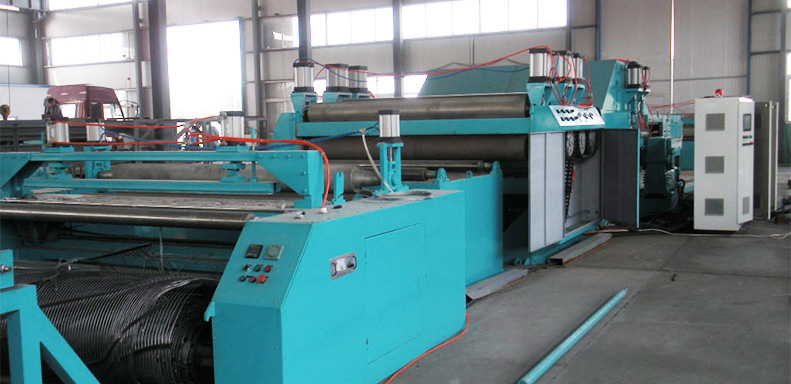
פּלאַסטיק ליבלינג בויגן עקסטרודער מאַשינז יקסטרוזשאַן שורה פֿאַר ליבלינג גלעזל טערמאָפאָרמינג מאַשין
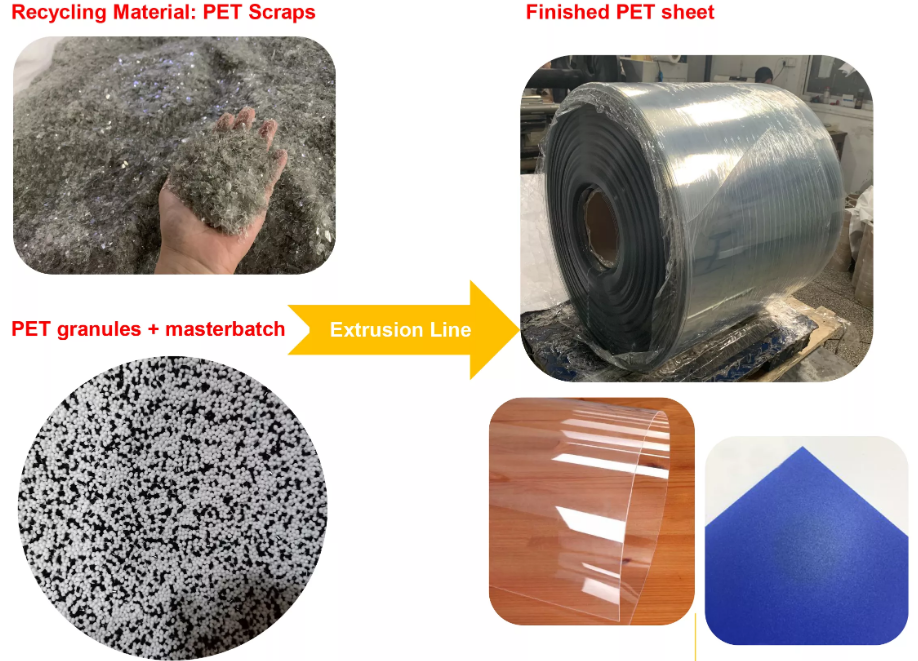
ליבלינג בויגן מאַטעריאַל צווילינג שרויף ויסמאַטערן פּראָדוקציע שורה נאָר דאַרף צו ליבלינג קריסטאַליזיישאַן, טאָן ניט דאַרפֿן צו טרוקן.זייַן אַדוואַנטידזשיז: נידעריק ענערגיע קאַנסאַמשאַן, פּשוט פּראָצעס, באַקוועם וישאַלט פון ויסריכט.
2.1 רוי מאַטעריאַלס: ריין פּאַליעסטער רוי מאַטעריאַלס אָדער ריסייקאַלד פּאַליעסטער מאַטעריאַלס:
צוויי פונט צוויי ליבלינג טיפּ: רוי מאַטעריאַל רעפטל,
φ 3 מם * ל 3 מם
פאַרנעם געדיכטקייַט: 700 ~ 880 קג/מ3
ינטרינסיק וויסקאָסיטי: 0.6 ~ 0.8 ג / דל נעץ צופרידן: ≤ 0.5 ‰
2.3 פּאַליעסטער ריסייקלינג מאַטעריאַל טיפּ: ליבלינג פלאַש, ליבלינג שפּאָן ריסייקלינג מאַטעריאַל, דיאַמעטער 3 מם - דיאַמעטער 6 מם,
גרעב ≥ 0.15מם
ינטרינסיק וויסקאָסיטי: 0.5 ~ 0.65 ג / דל
נעץ צופרידן: ≤ 0.5 ‰ 2.4 פּראָדוקט טשאַראַקטעריסטיקס:
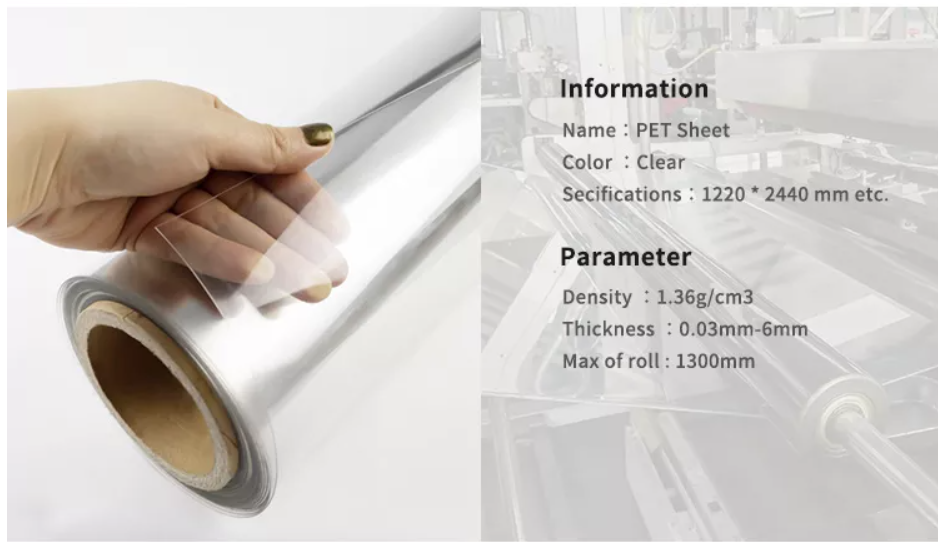
גרעב: 0.2-1.2מם
סטרוקטור: איין שיכטע, שיכטע פּראָפּאָרציע: 100%
ברייט: 880 מם (נאָך טרימינג)
וויינדינג דיאַמעטער (מאַקסימום): 600 מם (מעטשאַניקאַל פּלאַן שיעור)
2.5 פּראָדוקציע גיכקייַט: 3 ~ 30 ם / מין
2.6 יקסטרוזשאַן קאַפּאַציטעט:
פּלאַן קאַפּאַציטעט: 450 קג / ה

צווילינג שרויף באַלעבאָס SHJ-75-132kw—40:1
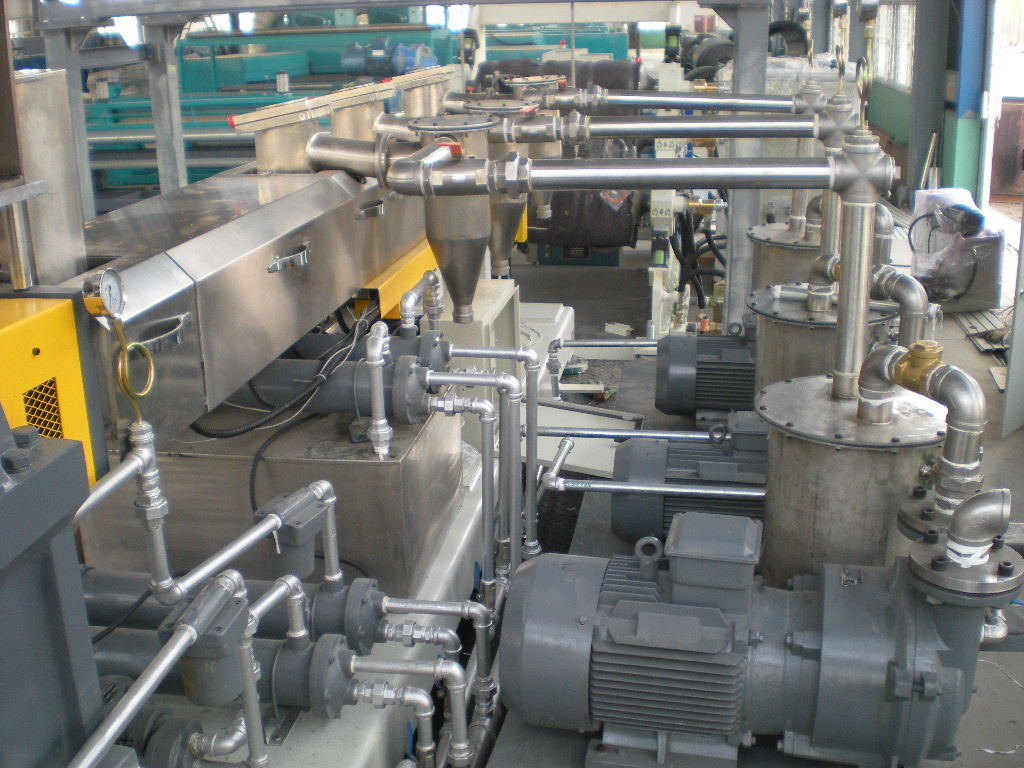
די בויגן עקסטרודער איז קאַמפּאָוזד פון יקסטרוזשאַן, קאַלענדאַרינג, טראַקשאַן און ראָולינג.די הויפּט טיילן זענען אַברייזשאַן קעגנשטעליק, קעגנשטעליק צו קעראָוזשאַן, הויך-טעמפּעראַטור קעגנשטעליק דורך הויך קוואַליטעט ספּעשאַלי באהאנדלט.נידעריק קעגנשטעל קראַפט אין די קאָפּ יקסטרודינג קאַנאַל מאכט בלאַט גרעב יוואַנלי, די ינערלעך ספּיראַליש טאַנק אין דריי ראָולערז ינשורז אַ עפעקטיוו קאָאָלינג און עס איז גרינג צו טוישן און ינסטאַלירן נעץ טשאַנגער מיט די הידראַוליק דרוק אַפּאַראַט, ניט דאַרפֿן צו האַלטן מאַשין.די מאַשין יקסטרודיז פּפּ / פּס / ליבלינג טהערמאָפאָרמינג מאשינען, ווי טעפּלעך, עסנוואַרג קאַנטיינער, טאַץ, קיילים, באָולז, לידז, עטק.

פאָר מאָטאָר קינגדאַאָ קוישי פּלאַסטיק מאַשינערי (www.cuishimachine.com)
אַדאַפּט די מאָטאָר מיט אַ וועריאַבאַל אָפטקייַט מיט אַ מאַכט פון 132kw;גאווערנאר:
אויסקלייַבן אָפטקייַט קאַנווערטער;
שרויף גיכקייַט: 30-300 רפּם; מאַכט טראַנסמיסיע:
קאַפּלינג
גירבאַקס: הויך טאָרק רעדוסער.
גיכקייַט רעדוקציע און טאָרק פאַרשפּרייטונג זענען ינאַגרייטיד צו פארשטארקן די פּלאַן פון שייַכעס קאַפּאַציטעט;
דער גאַנג איז געמאכט פון הויך-קוואַליטעט צומיש שטאָל.נאָך קאַרבורייזינג און קווענטשינג, די גאַנג איז פּונקט ערד.די מאַשינינג אַקיעראַסי איז העכער מיינונג 5. די צאָן ייבערפלאַך כאַרדנאַס ריטשאַז הרק60-65.די צאָן פּראָפיל און כיליקס זענען מאַדאַפייד צו ענשור די שליימעסדיק באַשטעלונג פון די גאַנג אונטער מאַסע, מיט נידעריק ראַש און גרויס טראַנסמיסיע טאָרק;
די בערינגז זענען בכלל וועלט-באַרימט בראַנדז, אַזאַ ווי NSK, FAG, TWB, SKF, ZWZ און HRB;
די ייל לובריקיישאַן סיסטעם דער הויפּט אַדאַפּץ ייל טבילה לובריקיישאַן און מאַלטי-פונט שפּריץ לובריקיישאַן צו ענשור אַז אַלע מאָווינג פּערז זענען שטענדיק לובראַקייטיד;
ניו דיזיינד סילינג סטרוקטור און ימפּאָרטיד סאָרט סילינג רינג ענשור ויסגעצייכנט סילינג פאָרשטעלונג פון אַרייַנשרייַב און רעזולטאַט שאַפץ;
לובריקייטינג בוימל קאָאָלינג: טעלער היץ יקסטשיינדזשער, סערקיאַלייטינג וואַסער קאָאָלינג;לובריקייטינג בוימל פּאָמפּע: געבויט-אין;
פֿאַר די ליבלינג עלעקטריק פאָר סיסטעם

קינגדאַאָ קוישי פּלאַסטיק מאַשינערי געניצט ליבלינג עלעקטריק פאָר סיסטעם איז געניצט צו צושטעלן דרייווינג דעוויסעס פֿאַר פאַרשידן ליבלינג דיוויזשאַנז, אַרייַנגערעכנט הויפּט יקסטרוזשאַן אַפּאַראַט, קאָאָלינג וואַל, טראַקשאַן אַפּאַראַט און ויסקער טאָפּל שטעלע ווינדער.ווען די ענקאָדער באַמערקונגען איז אנגענומען פֿאַר די טראַנסמיסיע מיטל, די גיכקייַט פעסטקייַט אַקיעראַסי קענען דערגרייכן 0.1%.גיכקייַט קאָנטראָל און דרוק קאָנטראָל וועט זיין איינגעזען פֿאַר די טראַנסמיסיע מיטל פון די עקסטרודער.הויך טראַנסמיסיע אַקיעראַסי איז פארלאנגט פֿאַר די הויפּט עקסטרודער און קאָאָלינג וואַל,
3. צו ענשור די יונאַפאָרמאַטי פון לאַנדזשאַטודאַנאַל טאָלעראַנץ פון ליבלינג בויגן.פלאָוטינג ראָללס אָדער שפּאַנונג סענסאָרס זענען געניצט פֿאַר גיכקייַט קאָואָרדאַניישאַן צווישן די דריי זעמל קאַלענדאַר און די טראַקטאָר.
4. די גיכקייַט באַשטעטיקן פון די קאָאָלינג וואַל צו די טראַקשאַן אַפּאַראַט איז אין אַ גיכקייַט קייט שייכות צו ענשור אַז די לינעאַר גיכקייַט פון די פּראָדוקציע שורה איז קאָואָרדאַנייטיד, און די לינעאַר גיכקייַט פון די פּראָדוקציע שורה קענען זיין געגעבן דורך די קאָאָלינג וואַל לויט די פּראָדוקט באַשרייַבונג, און קענען זיין באַשטימט אַרביטרעראַלי.
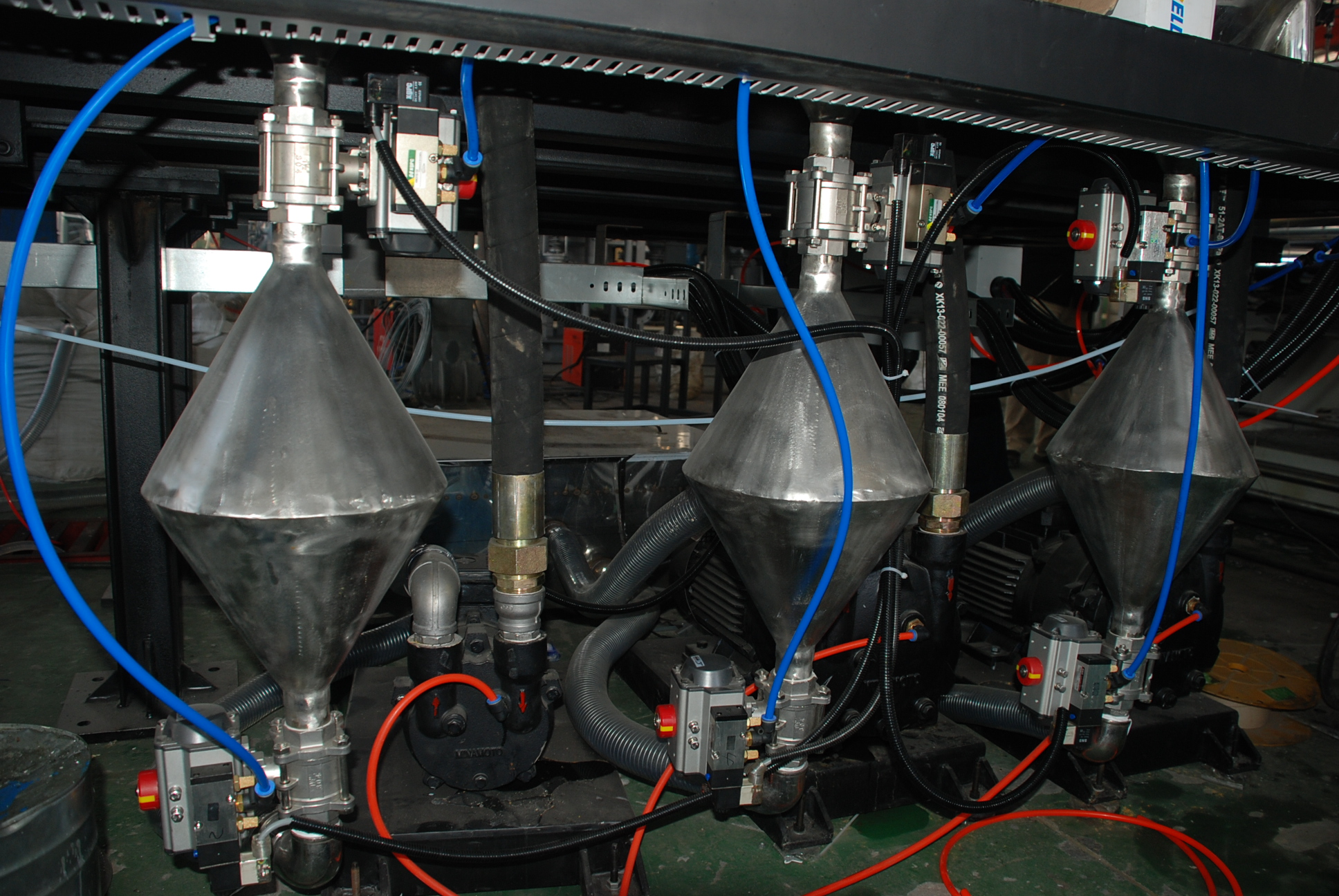
וואַקוום פּאַמפּינג סיסטעם צוויי × 7.5קוו 1 שטעלן (פונדרויסנדיק סטרוקטור) וואַקוום פּאָמפּע: וואַסער רינג וואַקוום פּאָמפּע + רוץ פּאָמפּע, מאַכט 5.5 + 7.5קוו;
וואַקוום קאַנדענסינג טאַנק: ומבאַפלעקט שטאָל וואַקוום קאַנדענסינג צעשיידונג טאַנק, יקוויפּט מיט טורעם טעלער פילטער וואַסער גריד צו פאַסילאַטייט די פילטריישאַן פון ימפּיוראַטיז און וואַלאַטאַלז.
די צוויי-בינע סטרוקטור פון וואַקוום קאַנדענסינג טאַנק קענען אויטאָמאַטיש קאָנטראָלירן די באַזייַטיקונג פון וואַסער, וואַלאַטאַל ענין און וויסט.די וואַקוום גראַד קענען קוים זיין אַפעקטאַד בעשאַס די באַזייַטיקונג פּראָצעס.
הידראַוליק פאַרשטעלן טשאַנגער און גאַנג פּאָמפּע סיסטעם

ה שטאַרבן קאָפּ און דריי קאַלענדאַר אַפּאַראַט
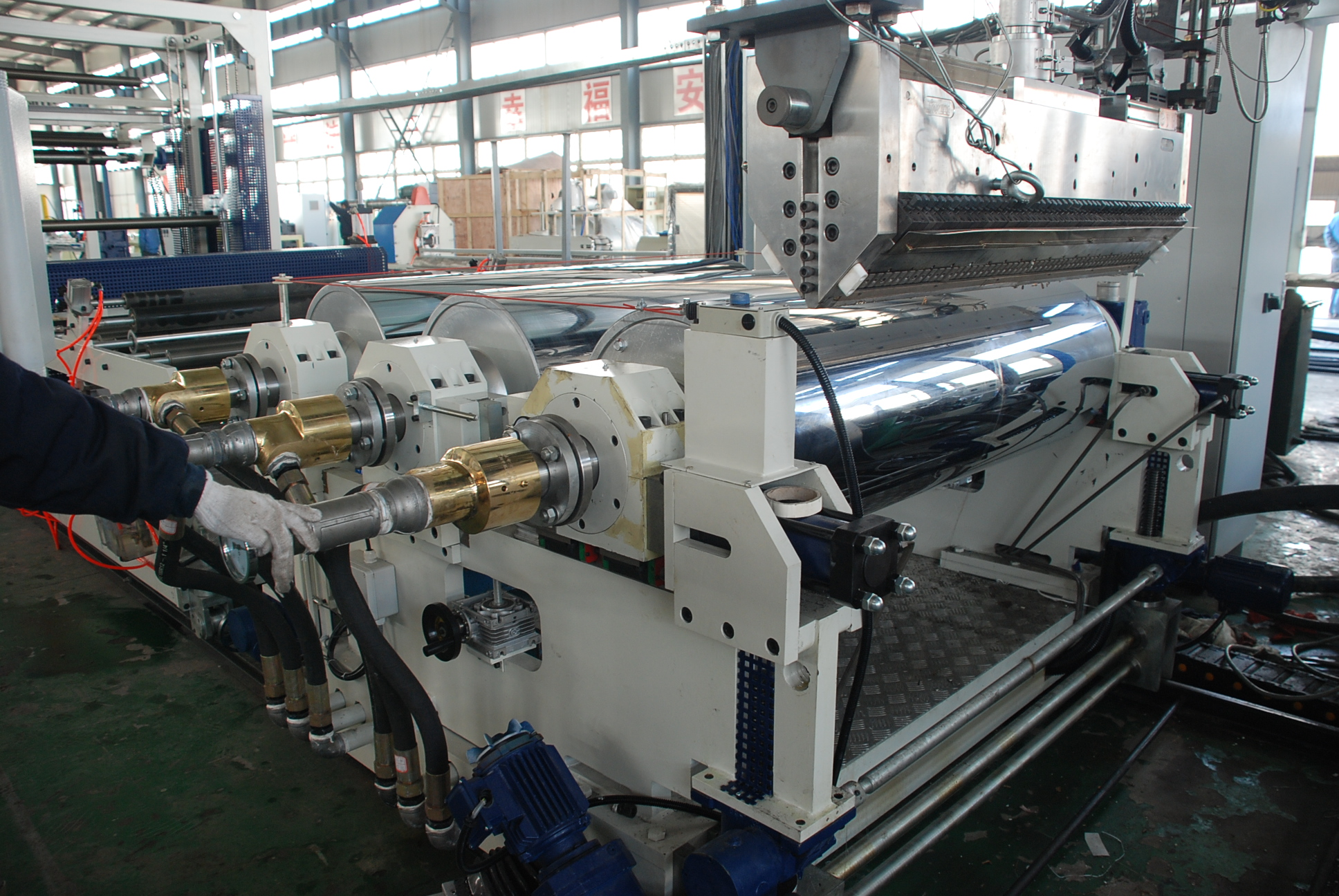
דרייַ זעמל קאַלענדאַר 1 שטעלן כאַראַקטעריסטיש
שטריק פּולינג נויטפאַל האַלטן מיטל און שניידער נויטפאַל האַלטן באַשטימען.
וואַל קלאַמפּינג און צעשיידונג: די הידראַוליק צילינדער איז אַדזשאַסטיד, און די סליידינג אַדאַפּץ לינעאַר פירן רעלס.
די הידראַוליק סטאַנציע אַדאַפּץ אָטאַמאַטיק דרוק מיינטיינינג פּלאַן, מיט אַ מאַקסימום דרוק פון 8מפּאַ.
וואַל שייַכעס נסק
טעמפּעראַטור רעגיאַלייטינג זעמל: וואַסער קאַסקייד קאָאָלינג, וואַסער טשילער איז געניצט צו קילן די וואַסער